
Worm Gearbox Direct from Manufacturer
NMRV · NRV · Double Stage · PC+NMRV
Trusted by engineers and procurement teams across Australia for precision-engineered worm gear reducers that perform in the harshest industrial environments. Learn about Ever-Power.
Sonsuz Dişli Kutusu Serimiz
Four complementary product lines engineered for different torque requirements, installation environments, and gear ratio demands. All manufactured in-house and available for export to Australia.

NMRV Serisi
Compact aluminium-alloy housing worm gear reducer with IEC B14/B5 flange compatibility. Lightweight, low-noise and corrosion-resistant — the most widely deployed worm gearbox in Australian manufacturing.
View NMRV Series →
NRV Serisi
Aluminium alloy worm gear reducer sharing the same housing material as the NMRV series, but designed for shaft-mount and foot-mount configurations with extended output shaft options. A versatile choice for high-torque conveying, agitator drives, and wastewater infrastructure where flexible mounting is required.
View NRV Series →
Double-Stage NMRV
Two NMRV units coupled in series to achieve very high gear ratios in a compact footprint. Ideal where a single-stage worm reducer cannot provide sufficient reduction — fermentation agitators, slow-speed conveyors, and gate actuators.
View Double-Stage Series →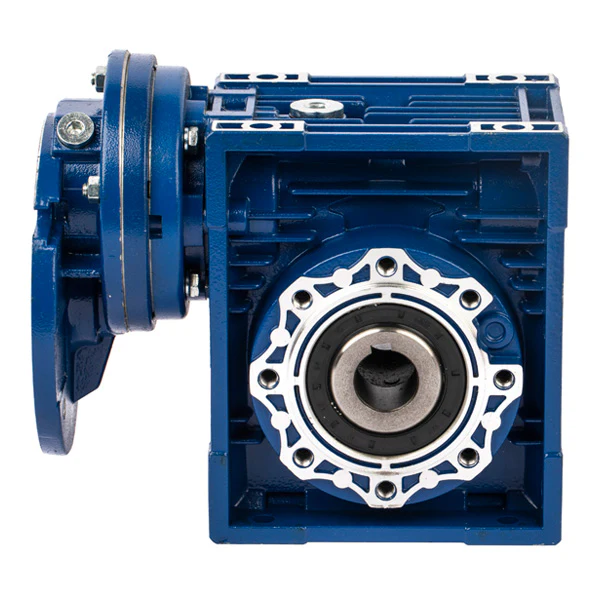
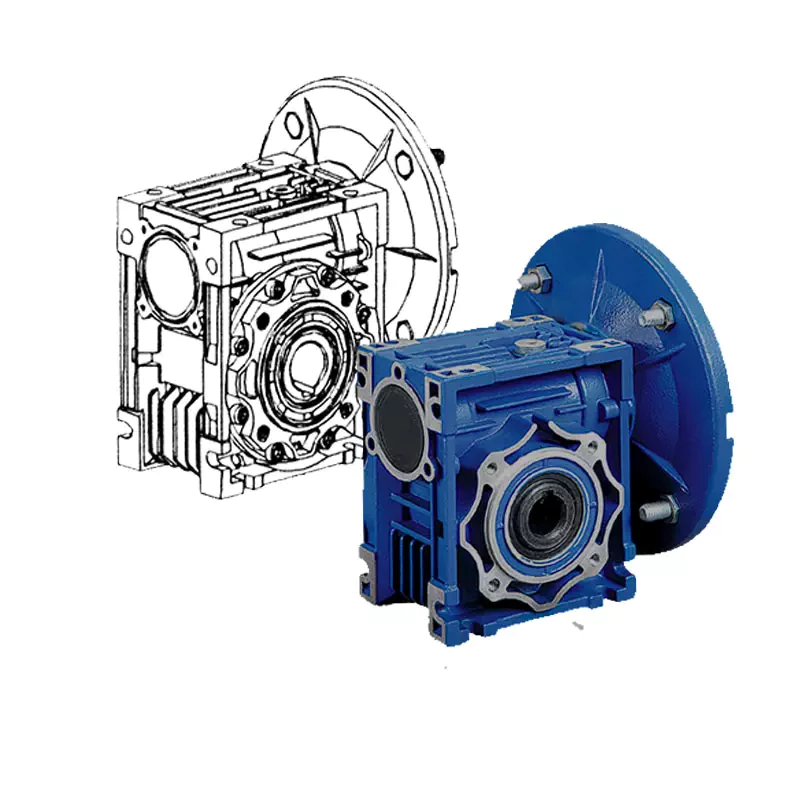
PC + NMRV Helical-Worm
A helical gear pre-stage coupled with an NMRV worm gear output stage. The helical stage delivers higher efficiency and greater input torque capacity than a worm-only drive, while the worm output stage provides compact right-angle reduction and inherent self-locking. Preferred in packaging machinery, servo-driven automation, and applications demanding wide ratio coverage with low noise.
View PC+NMRV Series →Why Engineers Choose Ever-Power
From aluminium NMRV units to heavy-duty NRV reducers, every gearbox that leaves our facility is built to the same exacting standard — one that Australian engineers rely on.
20+ Years of Manufacturing
Ever-Power has manufactured worm gear reducers and mechanical transmission components for over two decades. That depth of experience is reflected in every tolerance, every heat-treated worm shaft, every leak-tested housing we produce.
ISO 9001 & CE Certified
Our quality management system is independently certified to ISO 9001. All NMRV and NRV gearboxes comply with CE directives, giving Australian importers the documentation they need for machinery compliance and insurance purposes.
Complete Range — One Source
Source every worm gearbox variant from a single supplier: single-stage NMRV, shaft-mount NRV, double-stage, and PC+NMRV combinations. Consistent quality, compatible dimensions, and unified technical support across your entire drivetrain specification.
Proven Global Export Record
Our worm reducers are operating in industrial plants across Australia, the UK, the USA, Canada, and Southeast Asia. We understand export documentation, packing requirements, and the freight standards expected in each market.
OEM & Custom Engineering
Non-standard shaft diameters, bespoke flanges, extended shaft lengths, hollow bore configurations — our engineering team handles OEM customisation requests routinely. CAD drawings are available on request for all standard models.
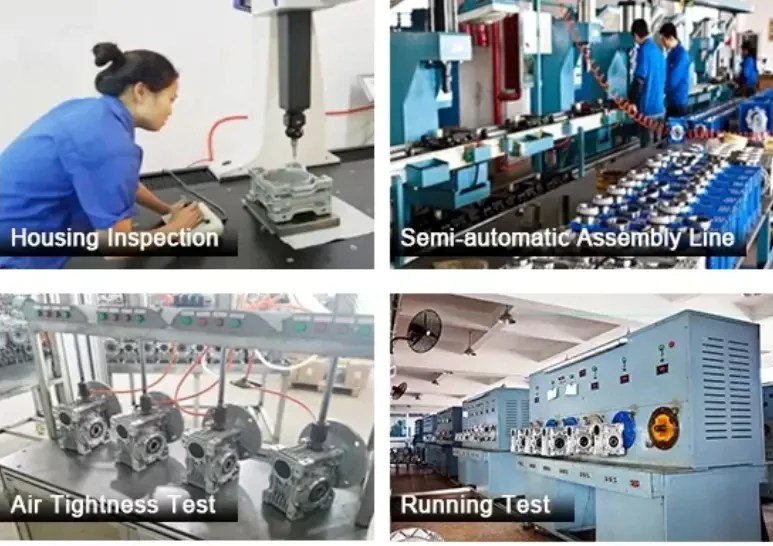
In-House Quality Testing
Every production batch passes through our dedicated quality lab — dimensional inspection, noise and vibration testing, load testing, and seal integrity checks. Full traceability from raw material certification to finished-goods inspection report.
NMRV Series — Multiple Frame Sizes Available
From the compact NMRV025 to the heavy-duty NMRV130, each frame size covers a range of gear ratios and input power options. All units are in stock and available for export to Australian industrial applications.

NMRV025
- Frame Size25 mm
- Dişli Oranı5 : 1 – 100 : 1
- Giriş Gücü0,06 – 0,09 kW
- Weight0,7 kg
NMRV030
- Frame Size30 mm
- Dişli Oranı5 : 1 – 100 : 1
- Giriş Gücü0,06 – 0,37 kW
- Weight1,2 kg
NMRV040
- Frame Size40 mm
- Dişli Oranı5 : 1 – 100 : 1
- Giriş Gücü0,09 – 0,55 kW
- Weight2,3 kg
NMRV050
- Frame Size50 mm
- Dişli Oranı5 : 1 – 100 : 1
- Giriş Gücü0,12 – 0,75 kW
- Weight3,5 kg
NMRV063
- Frame Size63 mm
- Dişli Oranı5 : 1 – 100 : 1
- Giriş Gücü0,12 – 1,5 kW
- Weight6,2 kg
NMRV075
- Frame Size75 mm
- Dişli Oranı5 : 1 – 100 : 1
- Giriş Gücü0,25 – 3,0 kW
- Weight9 kg
NMRV090
- Frame Size90 mm
- Dişli Oranı5 : 1 – 100 : 1
- Giriş Gücü0,37 – 4,0 kW
- Weight13 kg
NMRV110
- Frame Size110 mm
- Dişli Oranı5 : 1 – 100 : 1
- Giriş Gücü1,5 – 9,2 kW
- Weight35 kg
NMRV130
- Frame Size130 mm
- Dişli Oranı5 : 1 – 100 : 1
- Giriş Gücü1,5 – 9,2 kW
- Weight48 kg
Trusted Across Industries
Ever-Power worm gear reducers are engineered to perform reliably across the full spectrum of Australian industry — from paddock to processing plant.
Agriculture & Livestock
Feed auger drives, irrigation valve actuators, grain elevator conveyors, and livestock handling gates. NMRV and NRV reducers are built for outdoor Australian conditions — dust, moisture, and temperature variation.
Food & Beverage Processing
Mixing tanks, filling lines, conveyor drives, and bakery equipment. Food-grade lubricant options available. Stainless output shafts on request for hygiene-critical applications.
Mining & Resources
Belt conveyor drives, crusher feed systems, and valve actuators in mining and quarrying operations. NRV shaft-mount units deliver the torque capacity and robustness the resources sector demands.
Atıksu Arıtımı
Aeration mixer drives, sludge scraper mechanisms, and inlet screen actuators. IP65-rated housings and stainless hardware options for continuous-duty outdoor installations at Australian water authorities.
Logistics & Conveying
Sortation conveyors, pallet transfer units, and goods lifts in distribution centres. Compact NMRV units offer a space-efficient solution where multiple drive points are required in a single conveyor layout.
İnşaat ve Otomasyon
Roller shutter drives, elevated work platform actuators, and factory automation positioning systems. The PC+NMRV combination is particularly suited to servo-driven motion control on construction machinery.
Built in a Factory We Own, Inspect, and Stand Behind
Ever-Power operates its own fully integrated manufacturing facility. We machine our own worm shafts and worm wheels, cast and machine our own housings, and run every finished gearbox through a dedicated quality lab before packing. When you order from Ever-Power, there is no middleman — just a direct line from our production floor to your loading dock. Read more about our company.
- ✓ 20,000 m² Manufacturing Facility — dedicated production lines for worm gearboxes, couplings, and transmission components
- ✓ 50+ CNC Machining Centres — precision worm shaft and wheel gear machining to tight tolerances
- ✓ High Annual Production Capacity — consistent supply capability for both small orders and large-volume contracts
- ✓ In-House Quality Testing Lab — noise, vibration, load, and seal integrity testing on every batch
- ✓ OEM / ODM Available — custom shaft, flange, and housing configurations supported
Real Applications, Real Results
Ever-Power worm gearboxes are working in production environments across three continents. Here are three representative installations.
Feed Conveyor Drive — Livestock Station
A large Queensland livestock operation needed a reliable low-speed drive for a 14-metre auger conveyor feeding three holding paddocks simultaneously. The existing European reducer had become a maintenance liability — replacement parts were expensive and slow to arrive. Ever-Power supplied NMRV063 units in a 40:1 ratio, paired with 0.75 kW motors. The aluminium housing handled the outdoor Queensland environment without corrosion, and IP65 sealing kept dust ingress to zero over a full year of operation. The station manager reported zero unplanned stoppages in the first 12 months, and subsequently ordered additional units for a second conveyor circuit.
Wastewater Aeration Mixer — Municipal Plant
A UK water authority commissioned a retrofit of four aeration tank mixer drives at an aging treatment works. The specification required aluminium alloy housings, IP65 protection, and a 60:1 ratio to match existing motor frames. Ever-Power NRV075 units were selected for their torque rating and proven track record in continuous-duty water infrastructure. All four units have been in uninterrupted service since commissioning. CE certification satisfied the authority's procurement compliance requirements without additional third-party testing. The project engineer noted the dimensional compatibility with the legacy mounting plates, which eliminated the need for new steelwork.
Food Packaging Line — Helical-Worm Indexing Drive
A Thai food packaging OEM building a high-speed pouch-fill line required a compact right-angle gearbox with higher efficiency than a standard worm drive, wide ratio coverage, and self-locking output. Ever-Power PC+NMRV050 helical-worm units were specified at the design stage. The helical pre-stage delivered the efficiency and input speed capacity the servo motor demanded, while the NMRV worm output stage provided the final ratio and self-locking behaviour the machine layout required. Four machines shipped with these units are now running three shifts in two Thai production facilities.
NMRV Worm Gearbox — Complete Technical Guide for Australian Buyers
The NMRV worm gearbox — sometimes referred to as an RV reducer, aluminium worm reducer, or simply a worm gear unit — is one of the most widely used right-angle speed reducers in industrial machinery worldwide. Its compact aluminium alloy housing, high gear ratio range, and compatibility with IEC-standard motors make it the default choice for engineers specifying low-to-medium torque applications across agriculture, food processing, material handling, and building automation.
At Ever-Power, we manufacture the full NMRV range from compact frame sizes through to large frame configurations — all with the same cast-aluminium housing, phosphor-bronze worm wheel, and hardened and ground steel worm shaft that define the product class.
How an NMRV Worm Gearbox Works
A worm gearbox achieves speed reduction through the meshing of a helical worm (the driving screw thread) against a worm wheel (the driven gear with curved teeth). The worm is typically manufactured from case-hardened alloy steel, while the worm wheel is cast from phosphor bronze or aluminium bronze — a material pairing chosen for its low friction coefficient and resistance to galling under boundary lubrication conditions.
The geometry of the mesh means the worm must rotate multiple times for each single revolution of the worm wheel. A gearbox with a 40:1 ratio, for example, requires 40 input revolutions to produce one output revolution — providing a corresponding 40-fold increase in output torque relative to input torque (less transmission losses). This characteristic makes worm gearboxes inherently suited to applications where high gear ratios are required in a single stage, a task that would require multiple stages of helical or spur gearing.
One important characteristic of worm gearbox geometry: at higher gear ratios (typically above 30:1), the drive becomes self-locking — meaning the output shaft cannot back-drive the input. This is a safety-critical property in gate actuators, lift mechanisms, and clamping applications where the load must hold position when power is removed.
NMRV vs NRV — Choosing the Right Configuration
Both the NMRV and NRV series use aluminium alloy housings — the material difference is not between them. The distinction lies in their mechanical configuration and mounting design. The NMRV series is optimised for flange-mounted or foot-mounted installations with a compact, symmetric housing. The NRV series is configured for shaft-mount and torque-arm arrangements, with extended output shaft options and a housing geometry suited to applications where the gearbox must be mounted directly onto the driven shaft rather than to a fixed structure.
Australian engineers specifying drives for conveyor tail shafts, agitator stub shafts, or any installation where a fixed baseplate is impractical will find the NRV shaft-mount configuration particularly useful. Both series share the same worm gear technology and ratio range.
Key selection criteria between NMRV and NRV:
- Mounting method: NMRV suits flange or foot mounting; NRV suits shaft mounting with a torque arm.
- Output shaft options: NRV offers extended and hollow bore output shaft configurations suited to direct shaft coupling.
- Duty cycle: Both are aluminium alloy — select based on mounting geometry and output shaft requirements, not housing material.
- Space envelope: NRV shaft-mount eliminates the need for a separate coupling and motor support, reducing overall drivetrain length in some layouts.
Double-Stage Worm Gearboxes — When Single-Stage Ratios Are Insufficient
Standard single-stage NMRV and NRV gearboxes achieve ratios between 5:1 and 100:1. When an application demands higher reduction — fermentation tank agitators running at 5–10 rpm from a standard four-pole motor, for example — a double-stage worm reducer provides the answer. Two NMRV units are coupled in series, with the output of the first stage driving the input of the second. Combined ratios from 100:1 through to beyond 3,000:1 are achievable, all within a single compact housing package.
The trade-off is efficiency: each worm mesh introduces transmission losses of approximately 20–30%, so a double-stage drive will be significantly less efficient than a single-stage helical gear reducer at the same ratio. For low-duty-cycle applications where high ratio, self-locking, and compact size matter more than efficiency, the double-stage worm gearbox remains the most cost-effective engineering solution.
PC+NMRV Helical-Worm — Higher Efficiency Combined Drives
The PC+NMRV designation refers to a helical gear pre-stage combined with an NMRV worm gear output stage in a single integrated unit. This architecture is fundamentally different from a standard worm-only drive: the helical input stage handles the first reduction with significantly higher efficiency than a worm mesh — typically above 95% for the helical stage alone — before passing torque to the worm output stage for the final right-angle reduction.
The practical result is a combined drive that achieves higher overall efficiency than an equivalent double-stage worm gearbox, while still delivering the self-locking capability and compact right-angle output that the worm stage provides. The helical pre-stage also accepts higher input speeds and higher input torques than a worm-only unit of equivalent output frame size, making PC+NMRV units well matched to direct servo motor and high-speed motor inputs.
Ever-Power manufactures PC+NMRV helical-worm combinations across a range of input frame sizes — PC063, PC071, PC080, and PC090 — each compatible with multiple NMRV output stages. Engineers specifying packaging machinery, indexing tables, and servo-driven positioning systems in Australian facilities will find this series covers the ratio and torque range required while delivering lower operating temperatures and longer service intervals than comparable worm-only drives.
Specifying a Worm Gearbox for Australian Applications
Australian engineers should note several market-specific considerations when specifying worm gearboxes sourced from offshore manufacturers. First, motor flange compatibility: Australian industry predominantly uses IEC-standard motors with B5 or B14 flanges. All Ever-Power NMRV and NRV units are designed with IEC-compatible input flanges, and the full range of input flange adaptors is stocked as standard. Second, power supply: Australian industrial power is 400V / 50 Hz three-phase, consistent with IEC motor standards — no electrical compatibility issues arise when mating Ever-Power gearboxes with Australian-spec motors. Third, documentation: Australian machinery importers, system integrators, and end-users in regulated industries require CE declarations of conformity, ISO certification documentation, and traceable material certifications. Ever-Power provides a complete documentation package with every export shipment.
For application-specific selection assistance, contact our engineering team at [email protected] or visit our iletişim sayfası to submit your technical requirements.